Laserschneiden mit System
Fertigungshinweise zum Lasern
Auf dieser Seite haben wir für dich die wichtigsten Informationen rund um die Fertigung von Laserteilen zusammgestellt. Viele dieser Punkte sind für Kundinnen und Kunden außerhalb der Metallbearbeitung oft nicht bekannt - in unserer Branche gehören sie jedoch zu den ganz normalen Gegebenheiten.
Damit deine Blechteile passgenau gefertigt werden können, ist es wichtig sich mit den Hinweisen vertraut zu machen. Bitte beachte dabei, dass die hier aufgeführten Punkte keine Reklamationsgründe, sondern fester Bestandteil des Fertigungsprozesses bei uns sind.
Wenn du darüber hinaus Fragen oder Unklarheiten zur Laserbearbeitung bei HOF hast, stehen wir dir selbstverständlich zur Verfügung.

Allgemeine Informationen für Laserteile
Bei gelaserten Blechteilen gelten geometrische Einschränkungen, d.h. gewisse Maße müssen eingehalten werden, damit wir optimal fertigen können.
- Die maximale Platinengröße beträgt 2980 x 1480 mm (Großformat) bzw. 3.980 x 1980 mm (Maxiformat).
- Die Mindestgröße liegt bei 20 x 20 mm.
- Innenkonturen müssen mindestens einen Durchmesser bzw. eine Breite von 0,7 mm x Blechstärke haben.
Bitte beachte, dass wir Tafeln im Maxiformat aktuell bearbeiten können, aber nicht standardmäßig bevorraten. In Einzelfällen prüfen wir gerne unsere Fertigungsmöglichkeiten für dich.
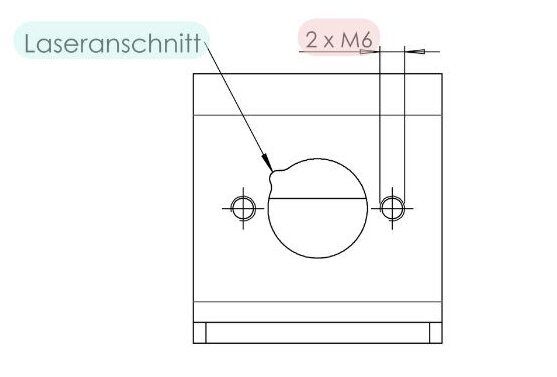
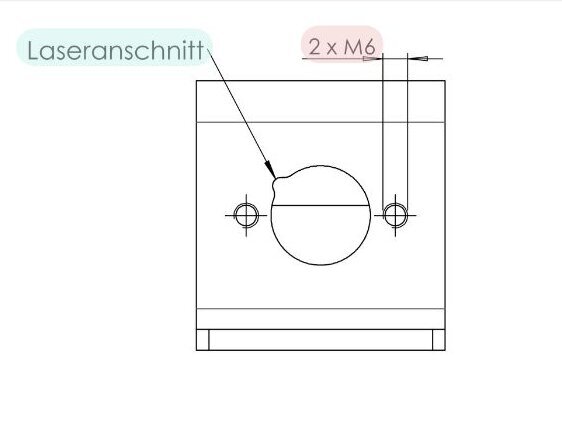
1. Schnittfläche (Laseranschnitt)
Beim Laserschneiden entsteht an jeder Kontur, außen wie innen, eine Anfahrstelle des Lasers. Diese ist je nach Blechstärke leicht sichtbar und eventuell auch fühlbar.
Falls die Anfahrstelle an einer bestimmten Stelle nicht gewünscht ist, kannst du dies in deiner technischen Zeichnung unter Laseranschnitt definieren. Soll sie besonders unauffällig sein, gib uns einfach bei deiner Anfrage Bescheid – wir integrieren dann gerne einen zusätzlichen Arbeitsschritt, bei dem deine Bauteile händisch abgeschliffen werden.
2. Kernlöcher für Gewinde

Damit wir dein Bauteil mit Gewinden optimal fertigen können, ist es wichtig, dass die Kernlöcher in den 2D-Daten und 3D-Daten korrekt bemaßt sind. Bitte orientiere dich bei deiner Konstruktion auf die in der Tabelle angegebenen Maße für die Kernlöcher. Um die Kommunikation zu beschleunigen ist es hilfreich, weitere Bearbeitungen wie Gewinde, Senkungen o.ä. optimalerweise in einer technischen Zeichnung bei deiner Anfrage mit anzugeben.
Gewinde | M3 | M4 | M5 | M6 | M8 | M10 | M12 |
|---|---|---|---|---|---|---|---|
Kernloch (mm) | Ø 2,5 | Ø 3,3 | Ø 4,2 | Ø 5,0 | Ø 6,8 | Ø 8,5 | Ø 10,2 |
3. Ausgeschnittene / Ausgelaserte Schrift
Wenn im Bauteil eine Schrift ausgeschnitten werden soll, ist darauf zu achten, dass auch eine geeignete Schriftart verwendet wird. Dazu können bestehende, laserfähige Schriftarten verwendet werden. Mögliche Schriftarten sind unter anderem DIN Schablonierschrift, LeArchitect, Stencil oder AG Stencil. Grundsätzlich kann auch jede andere Schriftart verwendet werden - dabei gilt allerdings zu beachten, dass in Schriftzeichen mit Innenkonturen Stege eingebracht werden müssen, um diese bei der Laserbearbeitung nicht zu verlieren.

4. Oberfläche
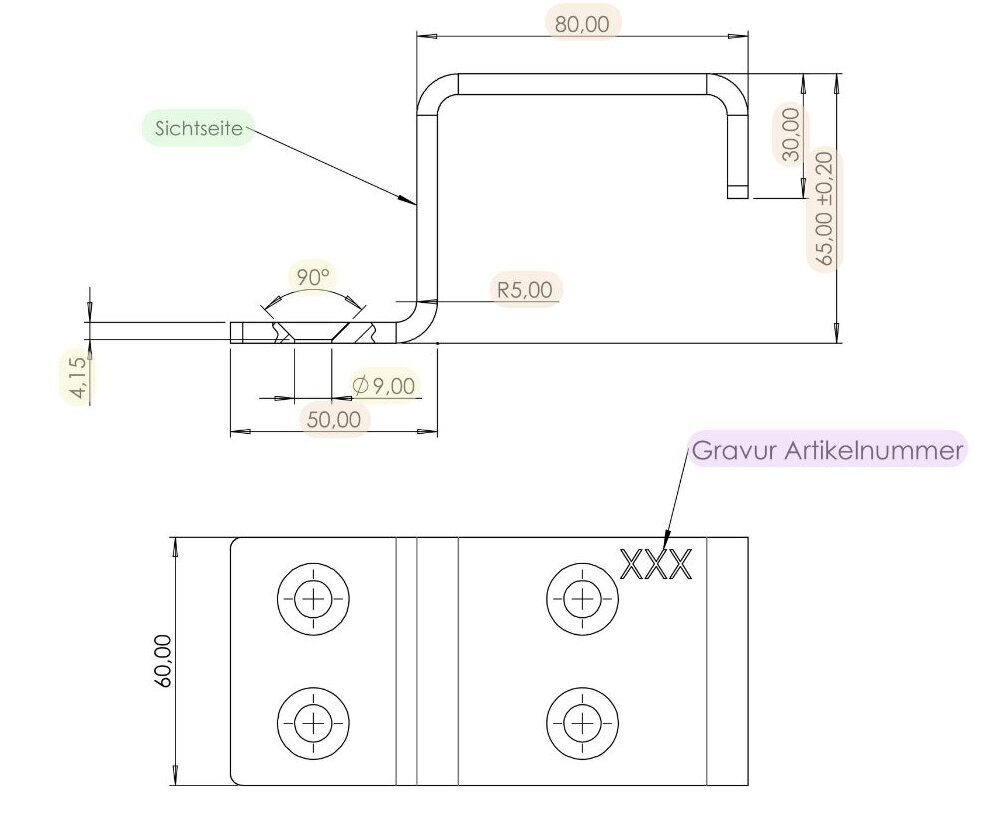
Wenn zu deinem Bauteil spezielle Oberflächenanforderungen gelten, möchten wir dich bitten, uns in deiner Anfrage explizit darauf hinzuweisen. Bitte richte das Bauteil in deiner DXF außerdem so aus, dass die Sichtseite (Folienseite, Schliffseite usw.) stets die Draufsicht darstellt (siehe auch Sicht-/Folienseite).
Für den Fall, dass für deine Bauteile ein foliertes Material zum Einsatz kommt, weisen wir dich darauf hin, dass die Folie nicht von uns entfernt wird und, dass es durch den thermischen Prozess des Laserschneidens zu aufgeschmolzenen Kleberesten auf den Bauteilen am Folienrand kommt. Ebenso kann es aufgrund des Fertigungsprozesses in Abhängigkeit von Bauteilgeometrie und Materialstärke (besonders bei kleinen engen Geometrien) zu Anlauffarben und Metallspritzern kommen - vor allem auf der Unterseite des Blechs. Die genannten Erscheinungen lassen sich nicht generell ausschließen, allerdings kannst du den zusätzlichen Arbeitsgang Entgraten auswählen, um Laserspritzer und Anlauffarben zu entfernen.
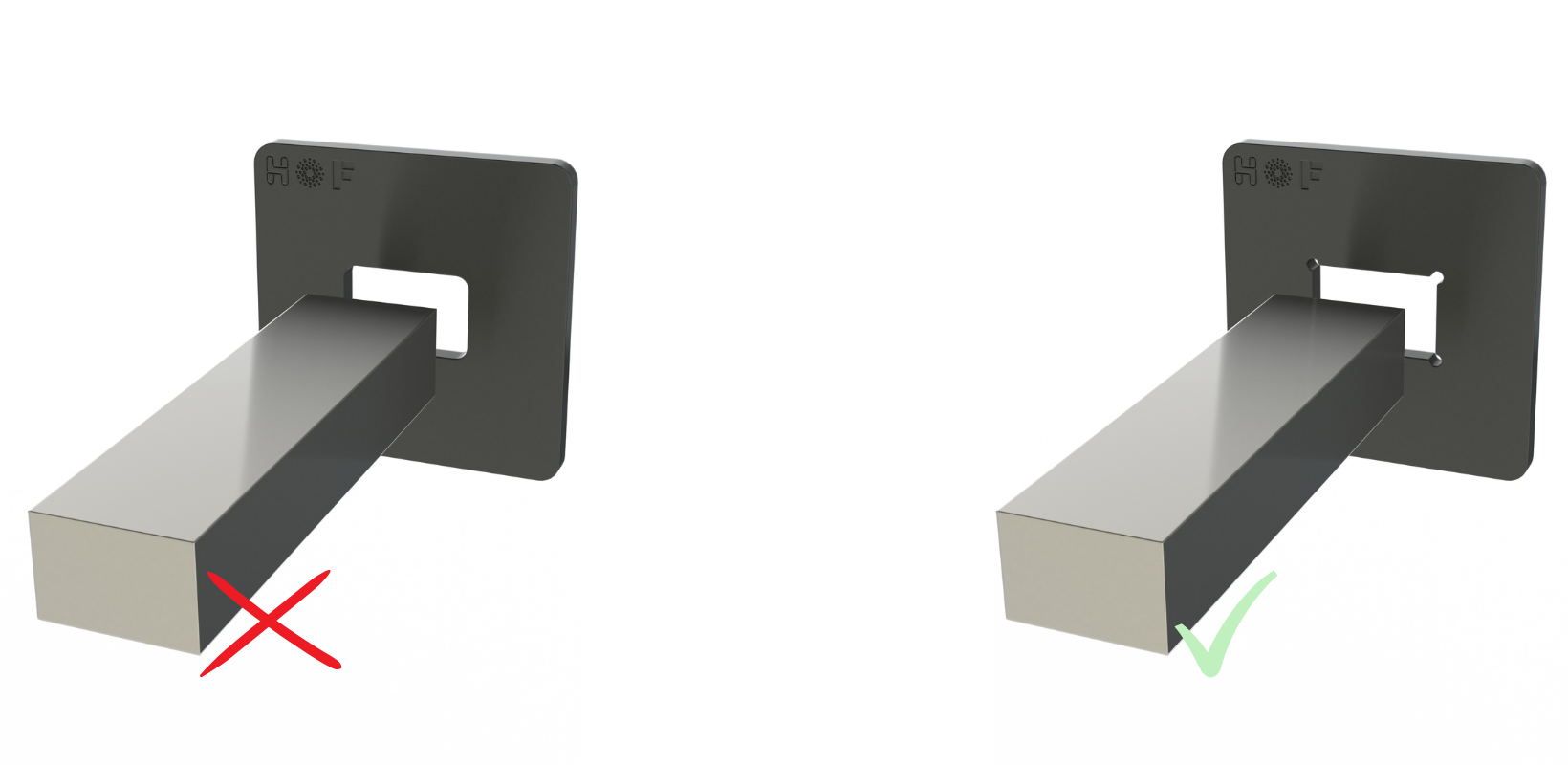
5. Eckenfreischnitt
Sobald ein Bauteil ohne verrundete Kanten durch einen Ausbruch geschoben werden soll (links), sollten Freischnitte in den Ecken des Durchbruchs mit eingeplant werden (rechts).
Gemäß unserem Standard werden Ecken an Innen- und Außenkonturen mit einem minimalen Radius (R = 0,5 mm) verrundet, um eine saubere Schnittqualität zu gewährleisten.
6. Microstege


Um zu verhindern, dass kleine Blechteile (< 100 x 100 mm) oder Innenausbrüche kippen und es dadurch zu Kollisionen in der Maschine kommt, setzen wir in solchen Fällen kleine Microstege an der Kontur. Diese bleiben nach dem Ausbrechen der Blechteile vorhanden.
Sollten die Microstege für deinen Anwendungszweck problematisch sein, gibt es zwei Lösungsansätze, die wir dir an die Hand geben können:
- Definiere Bereiche, an denen ein Anschnitt erfolgen darf. Eventuell gibt es Bereiche auf den Konturen, wo ein minimaler Materialaufbau nicht beeinträchtigt.
- Platziere eine Anschnittsmulde, um den Microsteg aus dem störenden Bereich fernzuhalten.
Falls die beiden Lösungsansätze keine Option sind, kannst du explizit anfragen, die Microstege durch Schleifarbeiten nachträglich entfernen zu lassen. Dies ist ein zusätzlicher Arbeitsgang, der händisch bei uns durchgeführt werden kann.
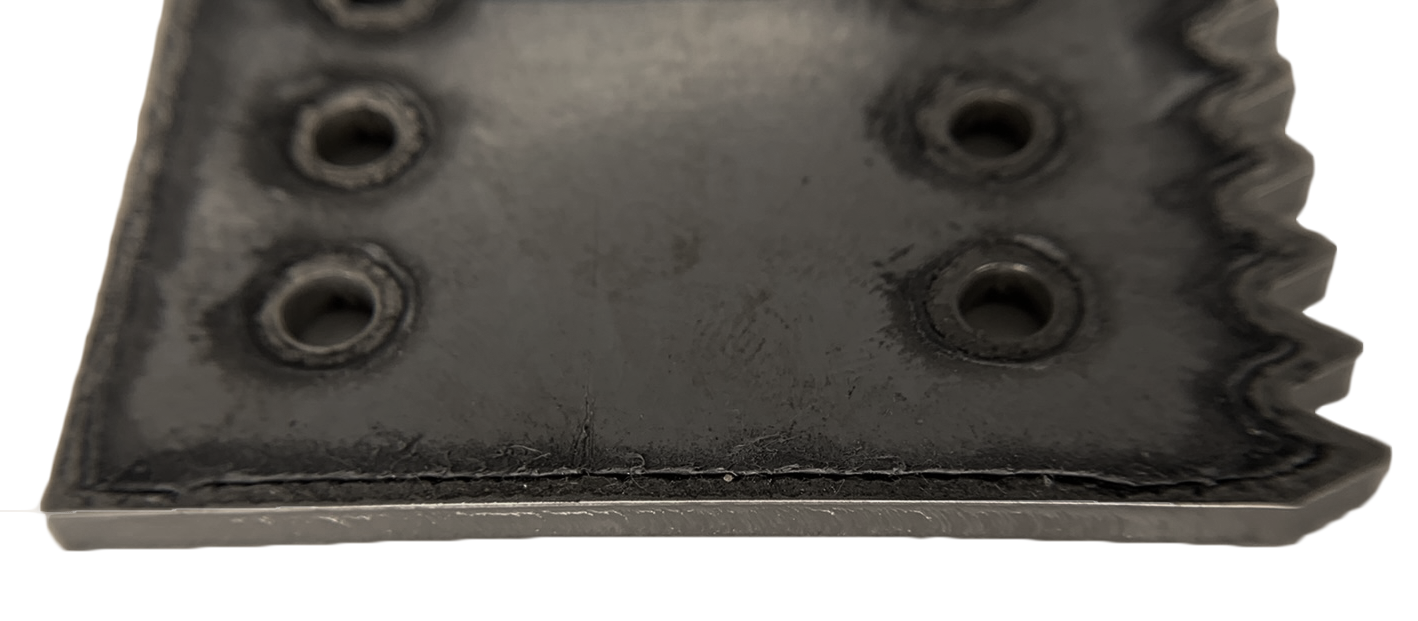
7. Gratbildung
An den Konturen des zu lasernden Bauteils befinden sich Kanten, die durch das Eintreffen des Lasers auf das Material entstehen. Diese Kanten (Schnittflächen) sind scharfkantig.
Je nach Materialart und -stärke kann zusätzlich eine Gratbildung entstehen. Sie tritt standardmäßig an der Laseraustrittsseite (B-Seite, Unterseite, nicht Sichtseite) auf, kann aber auf Wunsch in einem extra Arbeitsgang entfernt werden.
Wenn du deine Blechteile beidseitig entgraten lassen möchtest, teile uns das bitte explizit in deiner Anfrage mit. In der Tabelle siehst du, ab welcher Blechstärke eine Gratbildung auftreten kann.
Materialstärke (mm) | Stahl | AlMg | Edelstahl | Kupfer/Messing |
0,8 | scharfkantig | scharfkantig | scharfkantig | Grat |
|---|---|---|---|---|
1,0 | scharfkantig | scharfkantig | scharfkantig | Grat |
1,25 | scharfkantig | scharfkantig | scharfkantig | Grat |
1,5 | scharfkantig | scharfkantig | scharfkantig | Grat |
2,0 | scharfkantig | scharfkantig | scharfkantig | Grat |
3,0 | scharfkantig | scharfkantig | scharfkantig | Grat |
4,0 | scharfkantig | Grat | Grat | Grat |
5,0 | Grat* | Grat | Grat | Grat |
6,0 | Grat* | Grat | Grat | Grat |
8,0 | Grat* | Grat | Grat | Grat |
10,0 | Grat* | Grat | Grat | Grat |
12,0 | Grat* | Grat | Grat | Grat |
15,0 | Schlackegrat* | Grat | Grat | Grat |
Minimale Lochgrößen für die Laserbearbeitung
Damit deine Bauteile präzise und effizient gefertigt werden können, ist es wichtig, die technischen Grenzen unserer Lasermaschinen zu kennen. Unsere Lasermaschinen arbeiten mit modernster Technologie, dennoch gibt es Mindestlochgrößen, die je nach Werkstoff und Dicke des Blechs eingehalten werden müssen. Diese Vorgaben sorgen dafür, dass die Löcher sauber geschnitten werden und du keine Qualitätseinbußen hinnehmen musst.
Toleranzen bei Laserteilen
Unsere Laserteile fertigen wir nach den Allgemeintoleranzen gemäß DIN ISO 2768, Toleranzklasse "mittel". Das bedeutet: Wenn auf deiner Zeichnung keine speziellen Toleranzen angegeben sind, gelten automatisch die Standardwerte für Längen- und Winkelmaße.
Dein Projekt, unsere Expertise: Nutze unser Fachwissen für deinen Erfolg!
Unser Team von Experten begleitet dich persönlich durch jede Phase - auch bei der Beachtung der Richtlinien beim Fertigen von Laserteilen. Mit unserer fundierten Beratung vermeidest du unnötige Nacharbeiten und sparst Zeit und Geld. Und das Beste: Bei technischen Fragen hast du direkten Draht zu unseren Technik-Spezialisten. Wir freuen uns auf deine nächste Herausforderung!


