Fertigungshinweise
für deine Biegekomponenten
Du planst Blechteile mit Biegungen?
Auf dieser Seite findest du ergänzende Hinweise für Fertigung deiner Umformteile - von geometrischen Einschränkungen über Mindestabstände bis hin zu Toleranzen. Bitte beachte: Die hier aufgeführten Punkte stellen keine Reklamationsgründe dar, sondern sind fester Bestandteil unserer Fertigungsrealität.
Wenn du spezielle Anforderungen an deine Bauteile hast, sprich uns gerne an.

Allgemeine Informationen zu Biegekomponenten
Beim Kanten von Blechteilen können verschiedene Merkmale auftreten, die sich in der Praxis nicht vermeiden lassen. Besondere Gegebenheiten können beispielsweise bei besonders hohen Blechstärken entstehen oder wenn Biegungen nicht über die komplette Länge deines Blechteils gehen sollen. Im Folgenden erläutern wir dir diese Auswirkungen auf die Erscheinung deines Kantteils detaillierter.
1. Biegewulst

Beim Abkanten von Blechteilen wird das Material in den Biegezonen stark beansprucht - insbesondere bei höheren Materialstärken. Dabei kann es zu sogenannten Biegewulsten kommen: Kleinen Materialauswerfungen entlang des Biegeradius, meist an den Schnittkanten. Diese Erscheinung ist ein ganz natürlicher Teil des Umformens und lässt sich technisch nicht vollständig vermeiden.
2. Biegeabdrücke

Aufgrund des Fertigungsverfahrens, der damit verbundenen Auflage auf den Werkzeugen und der Krafteinwirkung, kommt es zu Biegeabdrücken. Diese lassen sich in der Standard-Fertigung nicht vermeiden. Wenn die Abdrücke jedoch nicht tolerierbar sein sollten, gibt es spezielle Verfahren zum Vermeiden der Biegeabdrücke. Schreibe dein Anliegen in deine Anfrage und wir finden gemeinsam eine Sonderlösung.
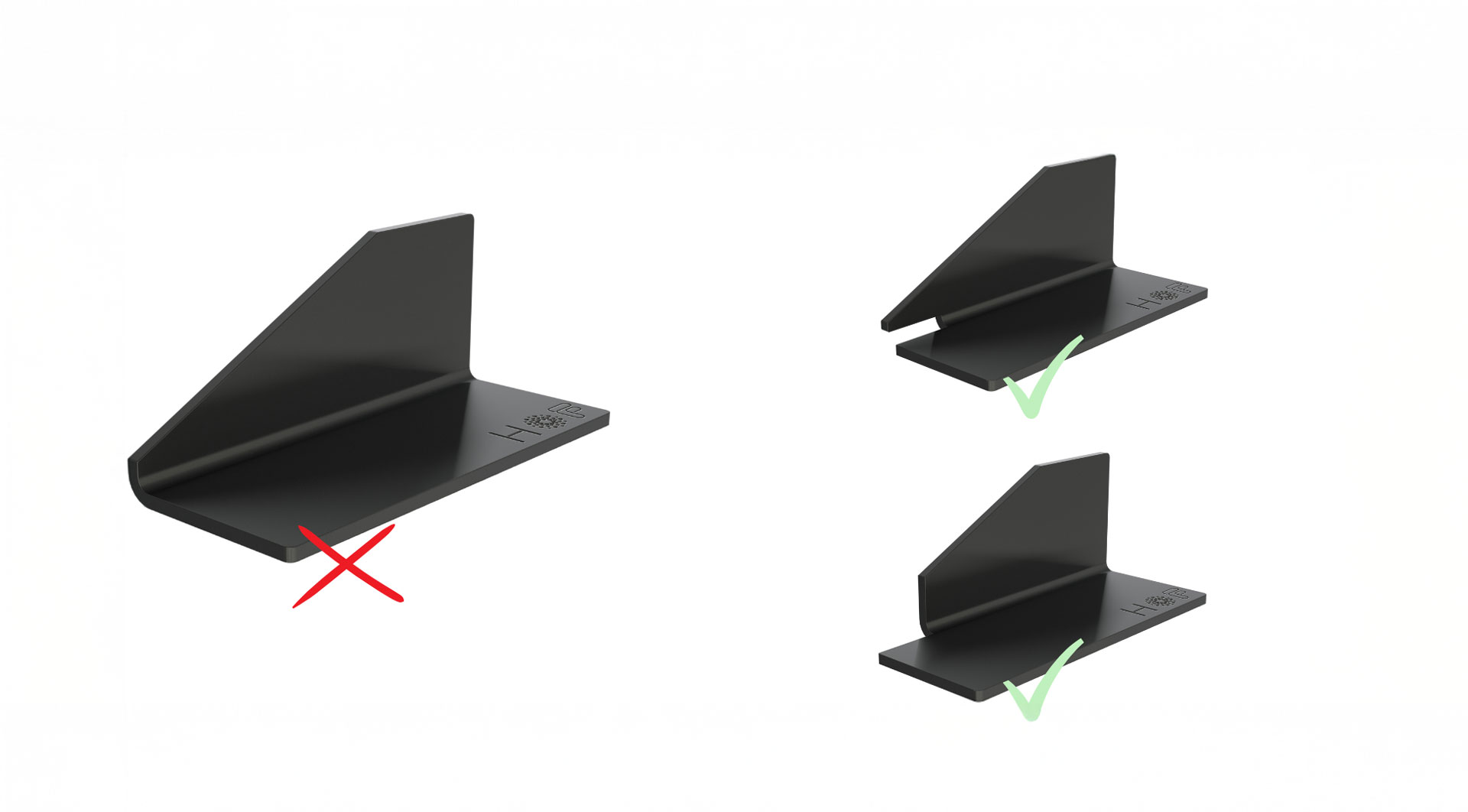
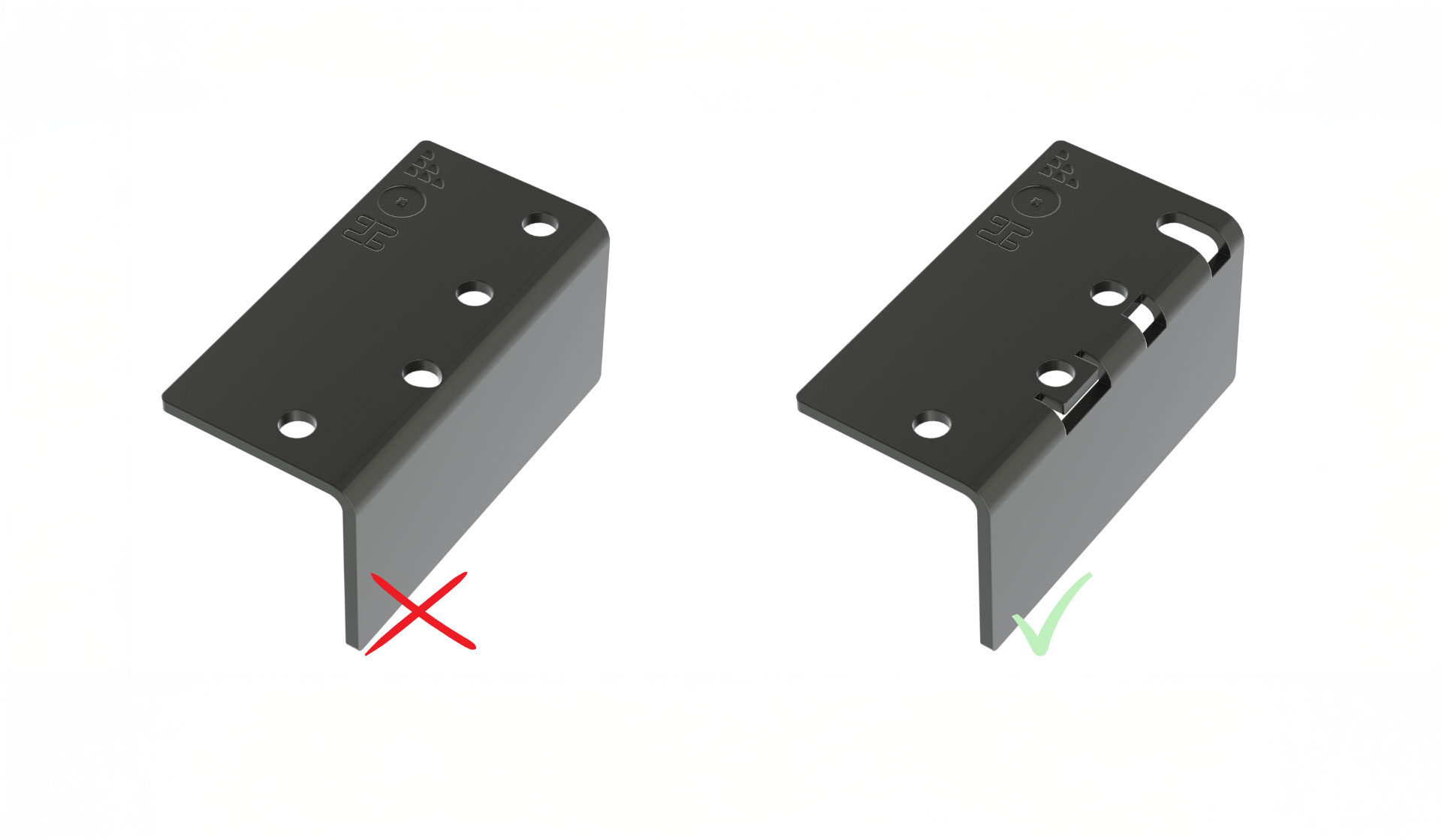
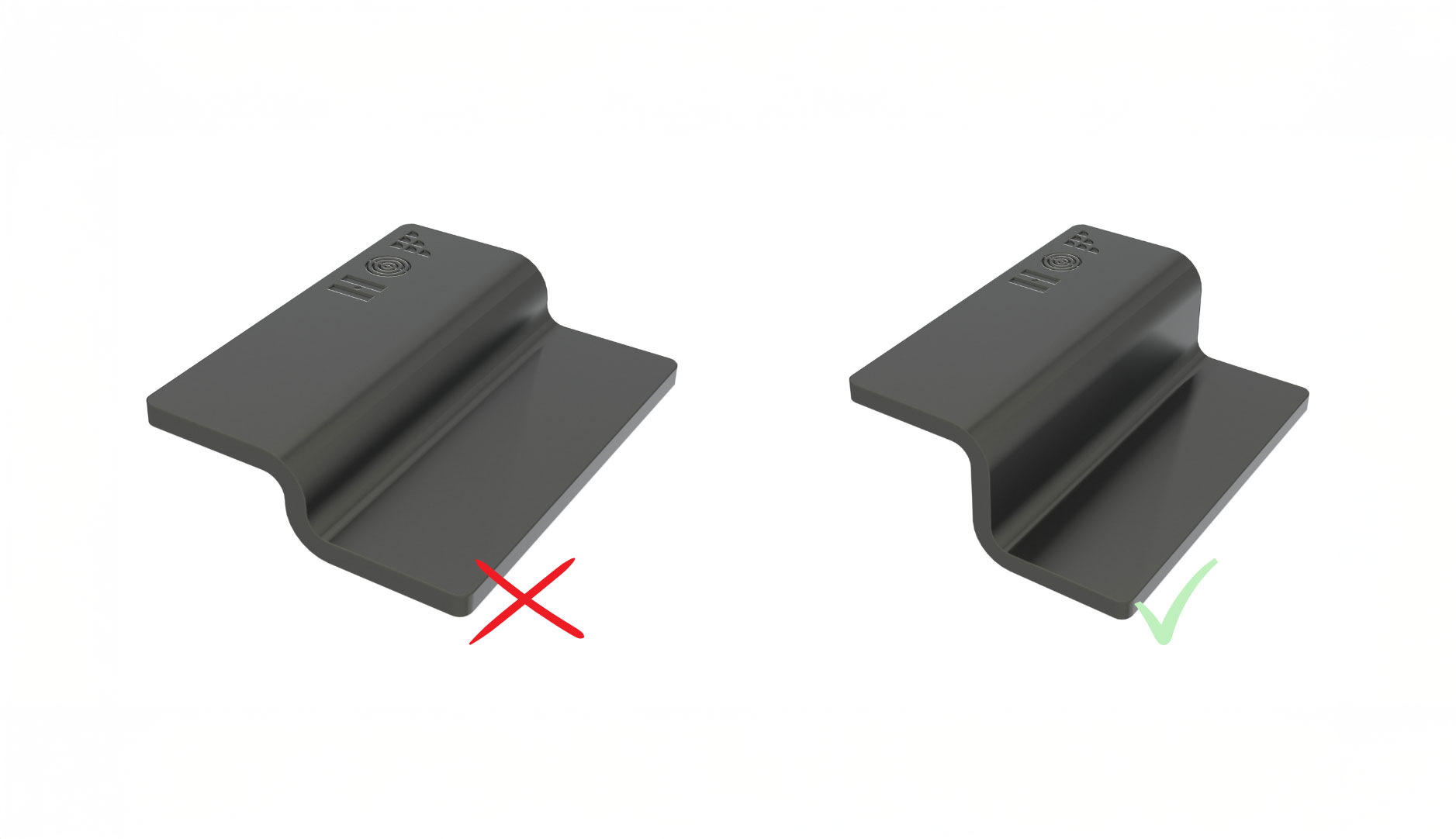
3. Biegefreischnitte
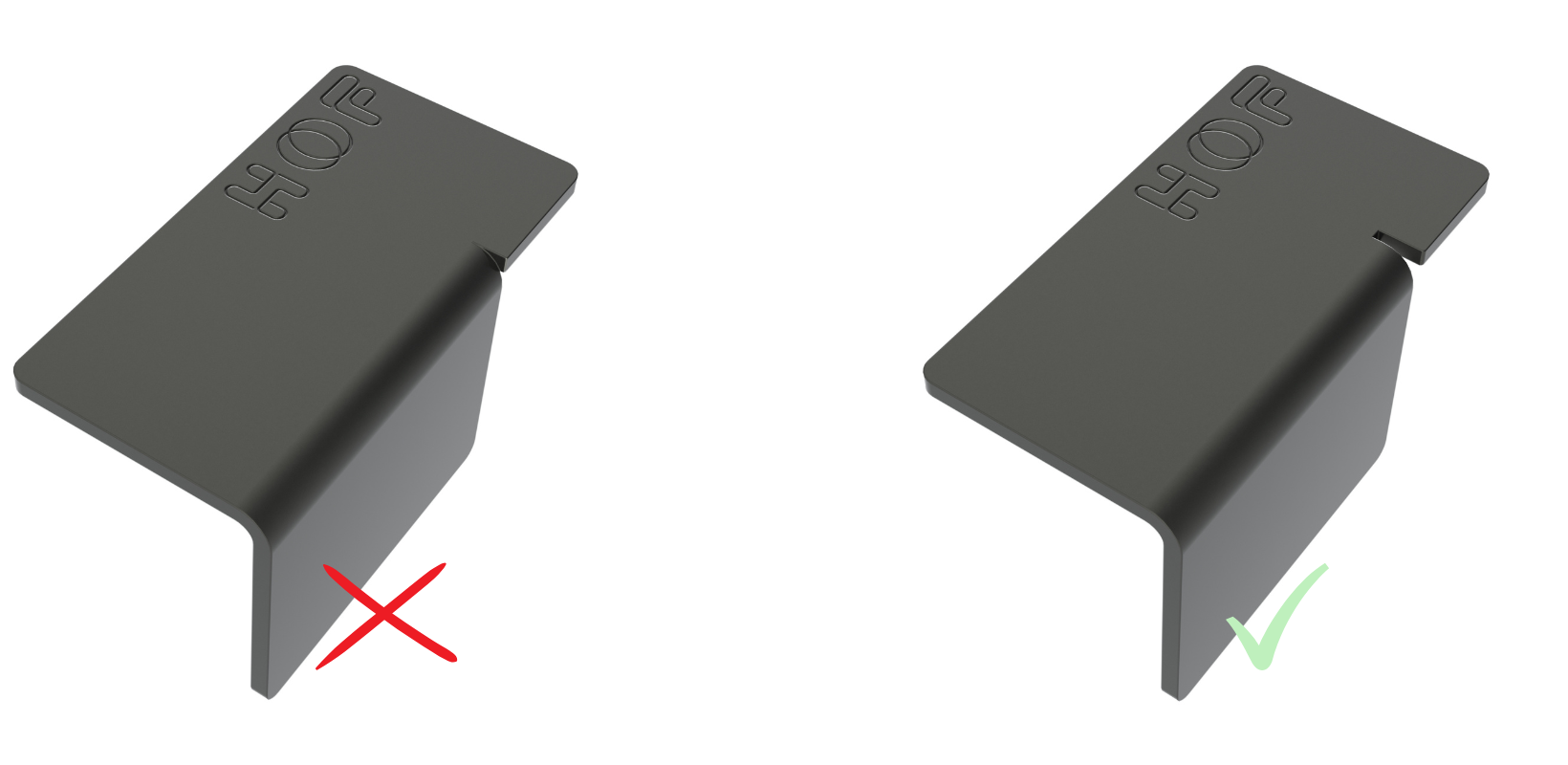
Wenn dein Bauteil Biegungen enthält, die nicht über die gesamte Länger oder Breite verlaufen, sind sogenannte Biegefreischnitte notwendig. Diese kleinen Aussparungen sorgen dafür, dass sich angrenzende Bereiche beim Kanten nicht ungewollt verformen und die entstehende Biegewulst ausreichend Platz hat. So bleibt dein Bauteil formstabil und maßhaltig.
Damit das funktioniert, müssen die Freischnitte bestimmte Maße einhalten: Sie sollte mindestens 0,7 x Blechdicke, aber nicht weniger als 1 mm breit sein. In der Tiefe empfiehlt es sich, den Freischnitt über den Beginn des Biegeradius hinauszuführen - so wird ein sauberer Übergang gewährleistet.
4. Biegeradien
Im Rahmen unserer Fertigungsplanung passen wir die Biegeradien an die technischen Gegebenheiten unserer Maschinen und Werkzeuge an. Dabei kann es vorkommen, dass der tatsächlich umgesetzte Biegeradius von dem in deiner technischen Zeichnung abweicht. Falls die Einhaltung deines vorgegebenen Biegeradius zwingend notwendig ist, teile uns das bitte in deiner Anfrage mit.
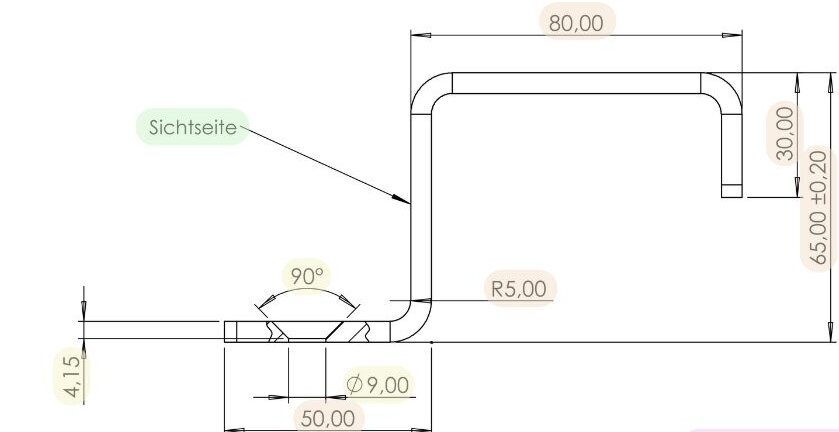
5. Mindestabstände
Damit wir deine Biegekomponenten technisch korrekt fertigen können, müssen bestimmte Mindestabstände bei der Konstruktion berücksichtigt werden. Beim Freibiegen mit V-förmiger Matrize ergeben sich abhängig von Materialstärke und dem eingesetzten Werkzeuge spezifische Anforderungen an die Mindestschenkellänge. Die folgenden Richtwerte dienen als Orientierung für deine Konstruktion:
Blechstärke (mm) | 0,5 - 0,8 | 1 - 1,25 | 1,5 | 2,0 | 2,5 - 3,5 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 15,0 |
Mindestschenkelmaß (mm) | 4,5 | 6,0 | 7,5 | 9,0 | 12,0 | 18,0 | 22,5 | 30,0 | 37,5 | 60,0 | 65,0 | 70,0 |
Toleranzen
Unsere Kantteile fertigen wir gemäß den allgemeinen Toleranzen für Längen- und Winkelmaße nach DIN ISO 2768-m (mittel). Diese Norm berücksichtigt die natürlichen Abweichungen, die beim Umformen von Blechen entstehen können. Falls deine Biegekomponente besonders enge Toleranzen erfordert, gib uns diese Information bereits bei deiner Anfrage mit.
Dein Projekt, unsere Expertise: Nutze unser Fachwissen für deinen Erfolg!
Unser Team von Experten begleitet dich persönlich durch jede Phase - auch bei der Beachtung der Richtlinien beim Fertigen von Biegeteilen. Mit unserer fundierten Beratung vermeidest du unnötige Nacharbeiten und sparst Zeit und Geld. Und das Beste: Bei technischen Fragen hast du direkten Draht zu unseren Technik-Spezialisten. Wir freuen uns auf deine nächste Herausforderung!
Weitere Tipps zur Konstruktion deiner Blechteile
Neben den Fertigungshinweisen gibt es noch allgemeine Anforderungen zu deinen CAD-Dateien und technischen Zeichnungen.


